
Wstęp
MIG (lub MAG) to proces spawania łukiem elektrycznym elektrodą topliwą w osłonie gazowej, w którym jako elektrodę stosuje się drut lity i gaz obojętny (MIG) lub gaz aktywny (MAG) jako osłonę gazową. Znany również jako spawanie łukiem gazowym (lub GMAW).

Jak działa proces
Spawanie metodą MIG/MAG wykorzystuje ciepło łuku elektrycznego utworzonego pomiędzy nieosłoniętą elektrodą w sposób ciągły a metalem nieszlachetnym do stopienia końcówki elektrody i powierzchni metalu nieszlachetnego w spawanym złączu.Ochrona łuku i stopionego jeziorka spawalniczego pochodzi całkowicie z zewnętrznego gazu, który może być obojętny, aktywny lub ich mieszanina. Dlatego w zależności od gazu możemy mieć następujące procesy:
• Proces MIG (METAL INERT GAS): wtrysk gazu obojętnego. Gaz może być:
- argon
- hel
• Proces MAG (METAL ACTIVE GAS): wtrysk gazu aktywnego lub mieszaniny gazów, które tracą swoje właściwości obojętne, gdy część metalu nieszlachetnego ulega utlenieniu. Stosowane gazy to:
- 100% CO2
- CO2 + 5 do 10% O2
- argon + 15 do 30% CO2
- argon + 5 do 15% O2
- argon + 25 do 30% N2
Żużle powstające w procesach spawania elektrodą otuloną i spawania łukiem krytym nie tworzą się w procesie spawania MIG/MAG, ponieważ w tych procesach nie stosuje się topnika. Jednak z elektrod o wysokiej zawartości krzemu tworzy się szklista warstwa (która wygląda jak szkło) krzemionki, którą należy traktować jako żużel.
Poniższy rysunek przedstawia sposób działania procesu spawania MIG/MAG.

- Większa szybkość stapiania niż spawanie elektrodą otuloną.
- Mniej gazu i dymu ze spawania.
- Wysoka wszechstronność.
- Duże możliwości aplikacji.
- Spawa szeroką gamę grubości i materiałów.
W procesie półautomatycznym elektroda podawana jest automatycznie przez palnik (lub pistolet). Spawacz kontroluje nachylenie i odległość między palnikiem a częścią, a także prędkość przesuwu i obsługę łuku.
Proces spawania MIG/MAG może być również stosowany do nakładania powłok powierzchniowych.
Sprzęt spawalniczy
Podstawowy sprzęt spawalniczy MIG/MAG składa się z następujących elementów: uchwyt spawalniczy (lepiej znany jako palnik), źródło prądu spawania, butla z gazem osłonowym oraz system podawania drutu.Poniższy rysunek przedstawia podstawowe wyposażenie potrzebne do procesu spawania MIG/MAG.

Palnik zawiera rurkę stykową do przekazywania prądu spawania do elektrody oraz dyszę gazową, która kieruje gaz osłonowy w pobliże łuku i jeziorka spawalniczego. Podajnik drutu składa się z małego silnika prądu stałego i koła napędowego.
Przepływ gazu osłonowego reguluje przepływomierz i reduktor ciśnienia. Umożliwiają one stały dopływ gazu do dyszy pistoletu z zadanym natężeniem przepływu.
Większość zastosowań spawalniczych MIG/MAG wymaga zasilania prądem stałym o odwrotnej polaryzacji (DC+, elektroda podłączona do bieguna dodatniego). W tej sytuacji uzyskuje się bardziej stabilny łuk, stabilne przejście, niski poziom rozprysków i dobre właściwości ściegu spoiny.
Prąd stały o bezpośredniej polaryzacji nie jest często używany, a do niedawna nie stosowano w tym procesie prądu przemiennego. Dziś istnieje już możliwość spawania aluminium prądem przemiennym.
Rodzaje transferu spoiwa
Podczas spawania elektrodami topliwymi, np. Podczas spawania MIG/MAG, stopiony metal na końcu drutu musi zostać przeniesiony do jeziorka spawalniczego. Główne czynniki wpływające to:- Intensywność i rodzaj prądu.
- Napięcie łuku.
- Aktualna gęstość.
- Rodzaj drutu elektrodowego.
- Przedłużenie wystającej elektrody.
- Gaz osłonowy.
- Charakterystyka źródła zasilania.
Kulisty
Występuje przy małym prądzie w stosunku do grubości (średnicy) elektrody. Metal przechodzi z elektrody na obrabiany przedmiot w postaci kulek, z których każda ma większą średnicę niż elektroda. Kulki przenoszą się do kałuży bez większego kierunku, a pojawienie się rozbryzgu jest dość widoczne.Przez natryskiwanie
Występuje przy wysokich prądach. Stopiony metal wypełniający przechodzi przez łuk w postaci drobnych kropelek. Przy transferze natryskowym szybkość osadzania może osiągnąć nawet 10 kg/h. Jednak ta szybkość osadzania ogranicza metodę do pozycji.Przez transfer zwarciowy
Fuzja zaczyna się kulista, a kropla powiększa się, aż dotknie roztopionego basenu, powodując zwarcie i zgaszenie łuku. Pod działaniem pewnych sił kropla jest przenoszona na część. Proces ten umożliwia spawanie we wszystkich pozycjach i jest procesem stosunkowo niskoenergetycznym, co ogranicza jego stosowanie przy większych grubościach.Przez pulsacyjne spawanie łukowe
Utrzymuje łuk o niskim natężeniu prądu jako element tła i wstrzykuje impulsy o wysokim natężeniu prądu na ten niski prąd. Podczas tych impulsów przenoszenie spoiwa odbywa się za pomocą strumienia kropel. Ta charakterystyka prądu spawania powoduje, że energia spawania jest mniejsza, co umożliwia spawanie w pozycji pionowej przy użyciu drutów o dużej średnicy.Minusem jest to, że wymaga specjalnej spawarki do sterowania impulsami. Kolejną wadą jest zrobienie korzenia, ponieważ uważa się, że niskie poziomy prądu prowadzą do braku defektu fuzji.
Większość spawania natryskowego MIG/MAG odbywa się w pozycji płaskiej. Spawanie łukiem impulsowym i spawaniem zwarciowym MIG/MAG nadaje się do spawania we wszystkich pozycjach. Podczas spawania w pozycji nad głową stosuje się elektrody o małej średnicy metodą przenoszenia zwarciowego. Transfer natryskowy może być używany z pulsacyjnym prądem stałym.
Tryb zwarcia jest szeroko stosowany ze względu na wygodę, ale ma wadę ze względu na niski dopływ ciepła. To niewielkie ciepło może generować brak fuzji iz tego powodu jest ono ograniczane przez niektóre firmy.
Rodzaje i funkcje materiałów eksploatacyjnych – gazy i elektrody
Głównym zadaniem gazu osłonowego w spawaniu MIG/MAG jest ochrona spoiny przed zanieczyszczeniami atmosferycznymi. Gaz osłonowy wpływa również na rodzaj transferu, głębokość penetracji i kształt ściegu.Argon i hel to gazy osłonowe używane do spawania większości metali żelaznych. CO2 jest szeroko stosowany do spawania stali niskowęglowych (wcześniej nazywanych stalami „miękkimi”). Wybierając gaz osłonowy, najważniejszym czynnikiem, o którym należy pamiętać, jest to, że im gęstszy gaz, tym skuteczniejsza jest jego ochrona łukowa.
Elektrody do spawania MIG/MAG mają podobny lub identyczny skład jak elektrody stosowane w innych procesach spawalniczych, w których stosuje się gołe elektrody, a w konkretnym przypadku spawania MAG zawierają w określonych procentach pierwiastki odtleniające, takie jak krzem i mangan.
Żeby było jasne, pierwiastek odtleniający to ten, który usuwa tlen z roztopionego basenu lub zamienia go w coś mniej szkodliwego. Jeśli zostawisz tlen w kałuży, po zestaleniu zostaje on uwięziony w spoinie w postaci porów (lub porowatości).
Z reguły skład elektrody i metalu nieszlachetnego powinien być jak najbardziej zbliżony, a szczególnie w przypadku procesu MAG należy uwzględnić dodatek pierwiastków odtleniających (ponieważ czyszczenie złącza nie jest tak dokładne jak w procesie MAG).
Zachowanie się atmosfery aktywnej w procesie MAG
Przez aktywną atmosferę rozumie się wtrysk aktywnego gazu osłonowego, to znaczy zdolnego do utleniania metalu podczas spawania. Aby ułatwić wnioskowanie o zaistniałych zjawiskach, weźmy jako przykład wtrysk dwutlenku węgla (CO2).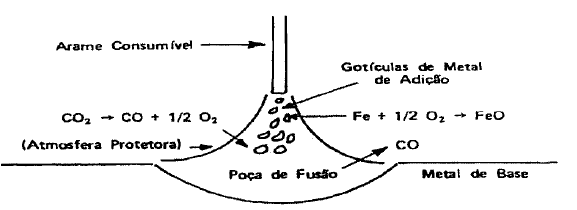
FeO + C —> Fe + CO
Może się zdarzyć, że nie ma czasu, aby tlenek węgla (CO) opuścił jeziorko spawalnicze, co spowoduje powstawanie porów lub porowatości w metalu spoiny.
Problem rozwiązuje dodanie pierwiastków odtleniających, takich jak mangan. Mangan reaguje z tlenkiem żelaza, tworząc tlenek manganu, który nie będąc gazem trafia do żużla (FeO + Mn -+ MnO).
Jednakże mangan musi być dodany w ilości zgodnej z utworzonym FeO. Nadmiar Mn spowoduje włączenie jego części do spoiny, co spowoduje większą twardość metalu spoiny, a tym samym większe prawdopodobieństwo pękania. Podsumowując, zachodzą zatem następujące reakcje:
• W aktywnej atmosferze:
CO2> CO + ½ O2
Fe + ½ O2> FeO
• W przypadku przemiany ciecz/ciało stałe:
FeO + C> Fe + CO
• Z dodatkiem pierwiastków odtleniających:
FeO + Mn> Fe + MnO (MnO trafia do żużla)
W teorii GMAW nie generuje żużla, ale w praktyce może tworzyć żużel szklisty (jak widać powyżej). Inną możliwością jest to, że MnO pozostaje w spoinie jako wtrącenie.
Zawsze wygodnie jest zwrócić uwagę na następujące szczegóły podczas spawania w atmosferze aktywnej (proces MAG i wszystkie inne z atmosferą aktywną):
- Wraz ze wzrostem szybkości krzepnięcia wzrasta prawdopodobieństwo porów i porowatości;
- Utlenianie może powodować pory i porowatość. Nadmierne odtlenianie, poprzez zwiększenie wytrzymałości mechanicznej spoiny na rozciąganie, zwiększa jej hartowność (utwardzanie poprzez obróbkę cieplną). Ryzyko pęknięcia będzie większe.
Funkcje i zastosowania
W procesie spawania MIG/MAG powstają spoiny wysokiej jakości z zachowaniem odpowiednich procedur spawalniczych.Ponieważ nie stosuje się topnika, możliwość wtrącenia żużla podobnego do procesu elektrody otulonej lub spawania łukiem krytym jest minimalna, a z drugiej strony może wystąpić wtrącanie szklistego żużla charakterystycznego dla procesu, jeśli nie zostanie wykonane czyszczenie międzyściegowe odpowiednio. Wodór w lutowiu praktycznie nie występuje.
Spawanie MIG/MAG jest procesem spawania we wszystkich pozycjach w zależności od elektrody i używanego gazu lub gazów. Może spawać większość metali, a nawet może być używany do osadzania powłok powierzchniowych.
Umożliwia spawanie grubości powyżej 0,5 mm przy przejściu zwarciowym. Szybkość osadzania może osiągnąć 15 kg/h w zależności od elektrody, trybu transferu i używanego gazu.
Nieciągłości wywołane procesem
W spawaniu MIG/MAG mogą wystąpić następujące nieciągłości:Brak fuzji
Może się to zdarzyć podczas spawania MIG/MAG z transferem zwarciowym. Występuje również w przypadku przenoszenia natryskowego lub natryskiwania osiowego przy użyciu niskiego prądu.Brak penetracji
Jego wystąpienie jest bardziej prawdopodobne przy przenoszeniu zwarciowym (ze względu na niski dopływ ciepła).Wtrącenia żużla
Tlen zawarty w samym metalu nieszlachetnym lub ten wychwycony podczas spawania w warunkach niedostatecznej ochrony, tworzy tlenki w jeziorku spawalniczym. Przez większość czasu tlenki te unoszą się w jeziorku spawalniczym, ale mogą zostać uwięzione pod metalem spoiny, powodując wtrącenia żużla.Odłamki, zagięcia, podwójne laminacje i pęknięcia międzylamelarne
Mogą pojawiać się na powierzchni lub pojawiać się w spoinach o wysokim stopniu ograniczenia.Podcięcia (przypominają zgryz)
Kiedy to robią, wynika to z niezdolności spawacza.Porowatość
Jak już widzieliśmy, pory i porowatość powodowane są przez gaz uwięziony w spoinie podczas spawania MIG/MAG, sprawdzany jest następujący mechanizm: wtryskiwany gaz osłonowy bez przestrzegania pewnych wymagań technicznych może wypierać otaczającą go atmosferę, która zawiera tlen i azot.Tlen i azot z atmosfery mogą rozpuszczać się w jeziorku spawalniczym, powodując powstawanie porów i porowatości w metalu spoiny.
Zachodzić na siebie
Może się to zdarzyć w przypadku transferu zwarciowego.Pęknięcia
Pęknięcia mogą wystąpić podczas spawania z wykorzystaniem złej techniki, takiej jak użycie nieodpowiedniego spoiwa. Przez niewłaściwe rozumiem wybór lub specyfikację materiałów eksploatacyjnych (odpowiedzialność inżyniera)Warunki ochrony osobistej
Podczas spawania MIG/MAG emisja promieniowania ultrafioletowego jest wysoka. Jest też problem metalowych występów. Spawacz musi nosić konwencjonalne wyposażenie ochronne, takie jak rękawice, kombinezon, okulary ochronne itp.Podczas spawania w pomieszczeniach zamkniętych nie możemy zapomnieć o konieczności wymuszonej wentylacji, a także o usuwaniu z obszaru pojemników zawierających rozpuszczalniki, które pod wpływem promieni ultrafioletowych mogą rozkładać się na toksyczne gazy.
Dowiedz się więcej o Spawaniu
Chcesz dowiedzieć się więcej o spawaniu? Odwiedź Kurs Przyspieszony.
Cytat
Kiedy musisz uwzględnić fakt lub informację w zadaniu lub eseju, powinieneś również podać, gdzie i jak znalazłeś tę informację (Co to jest spawanie MIG, MAG lub GMAW).
Daje to wiarygodność Twojemu artykułowi i czasami jest wymagane w szkolnictwie wyższym.
Aby ułatwić sobie życie (i cytowanie), po prostu skopiuj i wklej poniższe informacje do swojego zadania lub eseju:
Luz, Gelson. Co to jest spawanie MIG, MAG lub GMAW?. Blog Materiały. Gelsonluz.com. dd mm rrrr. URL.
Teraz zastąp dd, mm i rrrr dniem, miesiącem i rokiem przeglądania tej strony. Zamień również adres URL na rzeczywisty adres URL tej strony. Ten format cytowania jest oparty na MLA.





Komentarze